为什么选择桌面小型选择性波峰焊?
小型波峰焊结束了需手动维护/修理的传统波峰焊。
我们有很多理由摒弃其它传统的波峰焊。我们都知道全面普及无铅焊料有一个截止时间。现在已经超过了这个时间,但真正实现无铅焊接转变的人还很少。无铅焊接使小型选择性波峰焊成为潮流,我们有很多理由摒弃其它传统的波峰机。
- 首先是高昂的成本。除了机器本身的成本,补料成本也很高。根据合金的种类及这一时期白银的价格, 补料实际成本高达40K。
- 操作成本也较高。例如N2的使用,电能的消耗,更多的养护费等。
- 需更多的占地面积。
- 双面回流PCB板越来越多,穿孔元件越来越少,那么,为什么不选择您可以完全掌控的东西呢?
小型选择性波峰焊的优势
小型选择性波峰焊首先的一个优势是能够在此工艺中获取高质量焊点。上至PCB板,下至PIN脚,都可以在此工艺中完全掌控。因此相比于传统的波峰焊,一次通过率会更高。在每个焊接位置, 都可以控制停留时间,剥离方向,喷嘴高度,拖焊速度等等。这意味着,即使在元件稠密的PCB板上, 也可以完全独立地控制每个区域。而在传统的焊接工艺中,参数的设定总是受到限制。另外,使用传统波峰焊, 敏感元件会有热冲击风险。
其次,在小型选择性波峰焊工艺中,无需像传统波峰焊那样使用特制的治具。这些特制治具在每次使用时会花费数千美金。此外,在传统工艺中,操作范围及元件高度都有限制。另一方面,需要对双面回流PCB板进行粘合及固化,这又会增加额外的成本和时间。
为您的应用选择最佳解决方案的关键因素
双头总比单头好?真是这样吗?
只有极少的供应商能够提供双头喷嘴,但这些供应商大多只提供同时运行的同样大小的双头喷嘴。尽管这些双头喷嘴可以同时运行多个面板,却没有给您带来真正的最大灵活性。
想象一下在狭窄的空间要焊接一个元件稠密的PCB板,PIN脚和周围其它的SMD器件距离只有1mm,但它们都在一个板上。再想象一下板子上还有一些大件连接器和其它大件器件。使用单头喷嘴也许可以进入此紧密区域,但却不能对大型连接器件进行合适的焊接。小型喷嘴很适合紧密区域,但它所具备的热能没有大型喷嘴多。因此,当使用较小喷嘴就会出现两个问题:
- 对于非常复杂的焊点,热能往往是不够的。这就意味着,需要使小喷嘴长时间放在焊料上,这样会导致铜垫溶解和板层剥离。
- 如果要焊接具有5排以上引脚的大型连接器,需要对每排进行上下焊接,这将大大增加周期时间。
一条经验是,如果可能,尽量使用最大喷嘴,即使它是单Pin脚。使用较大喷嘴,就能多打开一些工艺窗口。这样也易于操控,最重要的是,喷嘴在焊料上停留时间会缩短,因为它们本身就具备热能。
另一方面,焊接大型连接器时,虽然使用大型单头喷嘴能增加速度并产生更多热能,但大喷嘴不能焊接非常小的区域,这些区域需要较小喷嘴。

上图显示,在紧密区域使用大喷嘴会出现的情况。波峰焊将回流SMD周围被焊接区域,这样会导致这些区域脱落到喷孔。小喷嘴无需接触SMD器件就可进行焊接。 另一方面,如果焊接大型连接器,可以先用大喷嘴进行单程焊接,然后再自动切换小喷嘴进行紧密区域的焊接。小喷嘴焊接大型连接器会比大喷嘴慢很多。
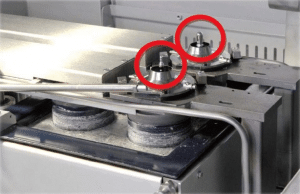
最终解决方案是,在一台独立的机器上使用双操作喷嘴系统。这样就可以用2种不同尺寸的喷嘴来焊接PCB板上每一区域。
上图显示,双头喷嘴机器在位置1使用1.8mm喷嘴,在另一位置使用较大的8mm喷嘴。运用此配置, 可以使用小喷嘴焊接所有紧密区域,然后再使机器自动切换大喷嘴焊接大型连接器。此程序可以同时进行并且在操作员按下启动键时就开始运行了。
决定哪款机器最适合您的其他因素
当为您的工艺确定最佳解决方案时,需考虑如下几个因素:
1) 需要多少周期时间?如果您需要高速高产量的机器,那您就可以像在之前白皮书里讨论的那样,考虑高速标记焊接。小型选择性波峰焊机器设置灵活,简洁方便,但并非意味着像传统波峰焊机器那样运行迅速。大多数人明白这个道理,但在这里仍需指出。经常有人会问:“小型选择性 波峰焊平均周期时间是多久?”这里没有一个固定的答案,但大多数的PCB板运行时间在2到5分钟之间。当然,有时会运行更快或更慢。
2) 打算在机器上运行的PCB板最大有多大?有些机器可以处理最大为10”的PCB板,有些可以处理24”当运行非常大的PCB板时, 需要考虑如何在焊接工艺中保持板子平整. 最佳最可靠的方法始终是机械解决法。有些机器提供激光或其他系统检查电路板翘曲,但却不是最可靠方案。因为元件,助 焊剂残留物和电路板上其它物质也会影响检查结果。
3) 需要什么类型的预热?人们常常惊讶地发现,很多时候进行选择性波峰焊时无需预热,但同时预热又是极其重要的。这取决于很多因素。
a. PCB厚度
b. PCB层数
c. PCB上要镶嵌多少铜
d. 散热片
e. 有铅或无铅
鉴于这些原因,一些制造商会选择不同的预热方式,如:辐射红外法,陶瓷红外法,对流法,石英法,氮气法等。大多情况下,会按需要,把这些方法结合起来使用。一般根据PCB板上助焊剂的类型选择预热法,但在多数情况下,使用红外预热法。在购买选择性波峰焊设备之前,应当对预热方式进行详细探讨。
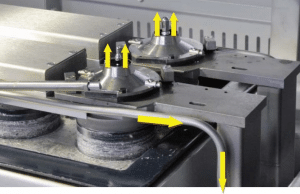
如上文所述,人们常常惊讶地发现,很多时候进行选择性波峰焊时,无需对PCB底部或顶部进行预热。控制喷嘴处加热的氮气,是实现持续加热的有效方法,在多数情况下,持续加热比预热还要重要。下图显示加热的氮气如何从喷嘴中喷出,然后直接应用到要被焊接的引脚和铜孔上。加热的氮气可以控制到220℃,并根据需要开启或关闭。使用无铅合金焊接的一个主要问题是铜垫溶解和PCB板层剥离。造成这些问题的原因是焊点温度非常高,为了良好地填充铜孔,需长久地停留在焊料上。当使用加热的氮气时,可以降低焊点温度,而降低的焊点温度会产生较少的锡渣。这样使锡波的周围出现惰性气体 (较少氧化),能够直接加热脚和铜孔,由此产生的结果为带来更好的一次通过率。
预热的工艺顺序也至关重要。通常的顺序是先涂助焊剂再预热。有些制造商可能先预热再涂助焊剂,但这不能被普遍接受,因为助焊剂活性不适于此顺序。
现在或未来,需要实现多大灵活性?
小型选择性波峰焊的关键是能够快速设置,迅速换线,以达到最大的灵活性。无论是现在还是希望将来在机器上添加其他选项都应如此。这些因素中,首先要考虑的是想要在线处理还是分批处理。
即使使用“在线”版选择性波峰焊机,在线操作也不常见。操作员经常使用的是离线操作,把PCB板装载到载体/夹具上。很多时候,此选项会花费大量的人力物力,却不常用到,但在线选项也应当列入您的考虑范围。
未来呈增长趋势。也许您并不愿购买目前用不到的产品,但您也不希望陷入由于未来的发展而使工作无法进行的窘境。因此,搞清楚机器能够处理些什么和能够增加的升级类型至关重要。另一个要考虑的因素是自己是否有能力做这些升级而不是花钱找人帮您升级。
鉴于选择性波峰焊的实质是获得高质量高重复性的焊点,因此需要选择合适的系统达到此目的。但是选择合适的系统要考虑的因素很多,因此最好的办法是跟您的供应商合作,让他们为您推荐高质量的焊接设备以实现焊接最大灵活性。经验丰富的供应商能为您提供高质量的服务和充足的配件供应。
桌面小型选择性波峰焊的优势和灵活性是双向选择的,可以定制,可以通用。具体看自己工厂生产线实际情况来决定,面对工厂的不同要求,作为选择性波峰焊厂家,对于设备的定制服务提供无线可能性。关键在于您想要什么样的设备,具体有哪些要求你,给我们来电话吧,让您的生产瓶颈不在是束缚和短板。
