市面上的波峰焊接设备很多,按不同分类方式,名称略有不同;波峰焊设备的分类可以从各种角度来谈,具体情况都可以根据生产及自身特点来归纳总结,也没有学术派说的那么复杂,以下内容举例说明其中的规则及特点。
波峰焊接设备按焊接工艺方式分类
1.一次焊接系统
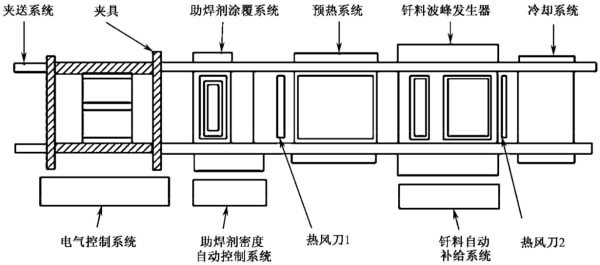
一次焊接系统是历史比较悠久的一种工艺形式,它通常又分为瓜式和框架式两种结构。框架式一次焊接系统的基本组成框图如图所示。
一次焊接系统适用于短插工艺,也是较为流行的一种方式。特别是对产品质量和可靠 性有要求的电子产品,只能采取这种工艺方式。这是因为:
- 元器件及 PCB 的热损害最少;
- 被焊组件不会受机械损伤;
- 元器件都是预先形成,引脚伸出高度规范一致;
- 节省钎料和助焊剂,使用成本低;
- 结构较简单(相对于二次焊系统),维护较方便;
- 由于与熔融钎料接触时间短,基板铜箔不会受到明显的熔蚀,而且接合面处不会形成过量的铜锡合金层。
2.二次焊接系统
二次焊接系统又称为顺序焊接系统(In Line Solderng System),适合长插工艺,从 线体布置上看可分为环形式和直线式两种。
(1)环形式结构
最早出现于美国 RCA 的产品中,与直线式二次焊接系统相比,有结构紧凑、占地面积小的优点,其典型的工艺流程和系统构成如图 1.7 所示。20 世纪 70 到 80 年代,美国 Hollis 公司、Electrovert 公司,英国的 Fry’s Metal 公司,日本的 TAMRADIO、KOKI、日电计公司 等都向市场推出过这类产品。
图 1.3 中 PCB 装入夹具后,经涂覆助焊剂、预热,再进入溢流槽浸焊(或高抛波波峰 焊),冷却后砍腿并经滚筒去除引线残留物。经过一次焊接处理后再进入二次焊接工序:涂 覆助焊剂、预热、波峰焊并冷却后,取下 PCB 完成全部处理过程。

(2)直线式结构
它大多采用积木化结构,即用浸焊机(或高抛波)、砍腿机、波峰焊机等单机排列组合成生产线。最典型的组合是瑞士 EPM 公司推出的积木化结构,如图 1.8 所示。

二次焊接系统的优点是效率高、对基体金属的表面净度要求不太苛刻、节省人工,因 此广泛应用于较低档的电子产品(如收音机、黑白电视机等)的生产中。其不足之处是设备 复杂、维修麻烦、最终获得的产品组装质量低、不能适应细间距高密度薄型化 PCB 产品要 求、易造成 PCB 及元器件的机械损伤、钎料消耗大、易造成钎料槽杂质金属(如铜、锌 等)的积累。因此,二次焊接不适用于有可靠性要求的电子装备。
波峰焊接设备按系统外形大小分类
1.微型机
微型机设计的应用对象主要是科研院所、学校等研发部门,适应的生产范围是多品 种、小批量、小型化的新产品试制,不需要固定操作者。这类机型的设计特点是:波峰宽度 通常不大于 200mm,钎料槽容积不大于 50kg,小巧玲珑、占地小、易于搬运、操作特别简 便、人机界面友好、容错能力强。
2.小型机
该类机型的应用范围是中、小批量生产单位及科研部门。它一般都采用直线式传送方 式,效率较高,波峰宽度通常小于 300mm,钎料槽具有中等容量(单波机型通常小于 150kg、双波机型小于 200kg),操作系统比微型机复杂些,外形也比微型机大些,可以是台 式,也可以是落地式。从用户使用情况来看,大多数科研部门都愿意选择此类机型来取代微 型机,以求得在应用范围上有较大的选择空间。
3.中型机
中型机的应用对象是中、大批量生产单位和企业。其设计特点是:机型较大,整体布 局都是采用机柜式结构,通常波峰宽度都在 300mm 以上,钎料槽容量大于 200kg(单波峰 机)或 250kg(双波峰机),最大的可达 700kg,采用框架式或爪式直线夹送方式,功能较 全,夹送速度快,运行效率高,可供用户选择的配件多,与前、后线体匹配性好。
4.大型机
大型机主要是针对一些高级用户需要而设计的。其主要设计特点是:充分运用了现代 科技手段和波峰焊接技术的最新成果,追求的是功能的完善、性能的先进、控制的智能化及 系统的现代化。此类设备价格昂贵、维修复杂、焊接质量好、效率高、产能大,因而适合于 大批量生产。
波峰焊接设备按波峰数量分类
1.单波峰机
单波峰机只有一个波峰,广泛应用于 THT 安装方式的 PCB 焊接,特殊设计的单波峰机(如Ω波、O波等)可以同时兼容THT、SMT 两种安装方式的 PCB 焊接。
2.双波峰机
双波峰机主要是针对 SMT 波峰焊接中存在的阴影效应和气囊遮蔽效应而设计的。随着 SMT 的普及,此类机型已经成为用户的首选机型,因而发展迅速。
