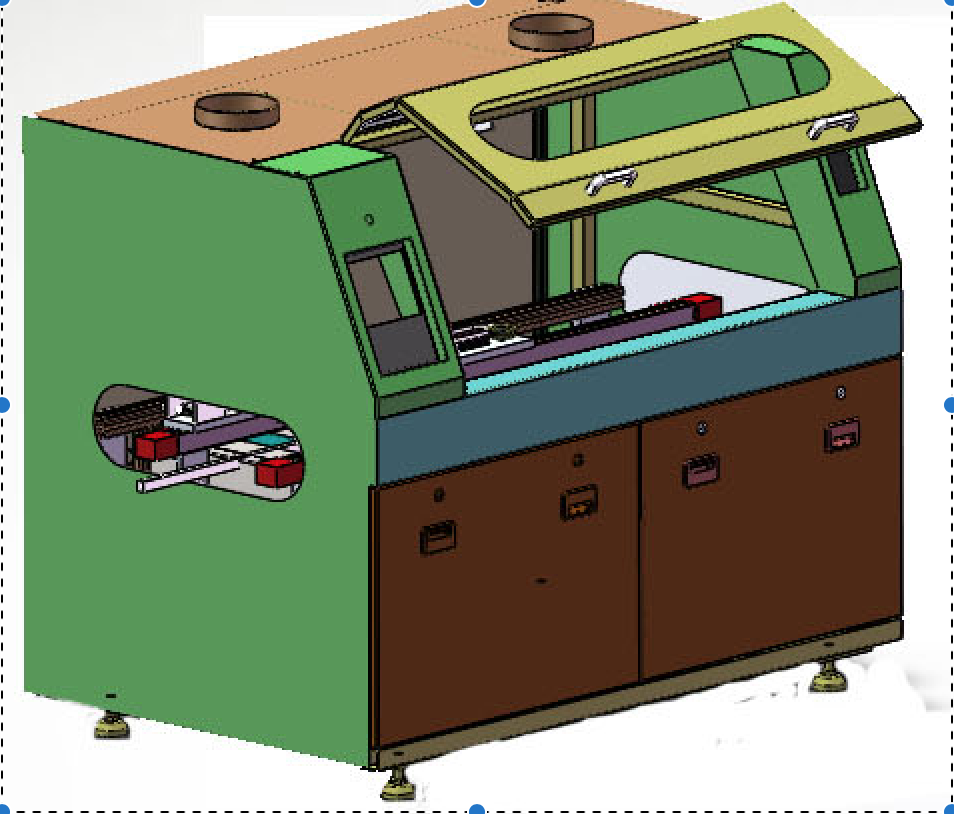
节能型选择性波峰焊-节能焊设备简介
在当今社会PCB后焊技术一直在缓慢发展,由传统的波峰焊到选择性波峰焊,在技术焊接质量上具有很大的改善与提高,但却是各有弊端,传统波峰焊启动成本高,资源浪费大,焊接的质量无法保证,选择性波峰焊在焊接质量上具有很大的提高,但速度过于缓慢,而且制造成本较高,价格较为昂贵。现我司研发出一种新型焊接设备,具有成本低,效率虽然低于波峰焊,但却远高于选择性波峰焊且保证焊接质量。
节能焊又称节能型选择性波峰焊(节能选择焊),是一种新型技术,与波峰焊相比它在很大程度上节省能源损耗,它的小锡炉有16公斤的容量与选择性波峰焊相同代替了传统大型锡炉,减少了运行成本也可以减少锡渣的产生,传统的大型锡炉与空气接触面积较大,在有氮气保护的前提下,锡氧化量也比较大,造成了不小的损失。小型锡炉则弥补了锡氧化量大的一大缺陷,减少了不必要的浪费。节能焊最重要的一点就是节能,无论在锡的氧化量上还是耗电量上都要比波峰焊与选择性波峰焊要节能,同时节能焊还能充当波峰焊来使用,可根据PCB的工艺来选择。
节能焊设备优点概述
1.节能,小型节能锡炉 锡渣产生量0.5g 10H,降低锡没有必要的损耗,设备单相配电,启动功率约4kw,运行功率约1.5kw,比选择性波峰焊还要省电。
2.焊接质量稳定,焊接效率远高于选择性波峰焊,焊接质量与选择性波峰焊相同,透锡率达99%,
3.操作简单,此设备没有复杂的编程,容易操作,任何一个人半天就可熟练操作运用。
4.多功能,设备可根据PCB板工艺的要求,选择区域性焊接或者充当波峰焊来使用。
节能焊设备工艺
进板—喷雾—预热—焊接—冷却
节能焊部件介绍
喷雾:喷嘴采用日本原产雾化喷嘴,雾化效果好,并且不易堵塞,适合各种类型的助焊剂,稳定不需要经常维护。
预热:预热采用远程红外预热,预热区上下同时预热,预热参数通过PID整定控制,温控准确可靠,在焊接区为防止焊接过程中PCB板冷,也有预热装置,保证焊接质量。
焊接:焊接锡炉采用铸铁发热板加热,稳定可靠,锡炉材料是钛合金,绝无渗漏,锡炉温度锡炉高低液位,锡炉氮气温度均可在触摸屏调节。喷嘴可快速更换,且喷嘴不是消耗品可长期使用。
调宽输送机构:调宽运用步进电机自动调宽,只需在触摸屏中输入PCB尺寸大小,设备自行调宽,输送机构是用运动控制卡来控制。
节能焊机器参数
| 机器型号 | ZQ-300 |
| 机器总体 | |
| 机器尺寸 | L2000 x W1150 x H1500mm |
| 机器总功率 | 4kw |
| 机器运行功率 | 1.5kw |
| 电源 | 单相 220V 50HZ |
| 净重 | 850KG |
| 空气源压力要求 | 3-5 Bars |
| 空气源流量要求 | 8-12L/min |
| 氮气源压力要求 | 3-4 Bars |
| 氮气源流量要求 | 大于4立方/小时 |
| 氮气源纯度要求 | 》99.998% |
| 抽风量要求 | 喷雾上方:800—1000cbm/h 锡炉上方:600—800cbm/h |
| 治具与 PCB板 | |
| 治具 | 必用 |
| 治具最大尺寸 | L450 X W600MM 注:W为机器宽度方向 |
| 治具最小尺寸 | L260 X W500MM 注:W为机器宽度方向 |
| 最大焊接面积 | L400 X W260MM 注:W为机器宽度方向 |
| PCB治具排布要求 | 在机器宽度方向(也称Y向)为偶数排(通常为 2排或 4排)
产品宽度方向中心距范围230–260mm,以治具宽度方向中心线对称排列。 注:客户在设计治具时需尽量考虑固定所有治具的产品中心距,以减少不必要的锡炉位置调整。 (如为2排,中心距指 1–2排产品中心距离;如为4排,中心距指1–3排产品的中心距离) |
| PCB板板边 | 3mm以上 |
| 控制与运输 | |
| 控制系统 | 触摸屏+控制器+PLC |
| 运输宽度 | 300-600MM |
| 运输方式 | 喷雾与预热段链条导轨运输,焊锡段滚轮运输式 |
| 运输厚度 | 3—-10mm (治具边厚) |
| PCB运输方向 | 从左到右水平运输 |
| PCB板上净空 | 50MM |
| PCB板下净空 | 30MM |
| 运输承重 | 小于5kg |
| 运输导轨 | 铝轨 |
| 运输高度 | 750+/-50mm |
| 运动平台(喷雾) | |
| 运动轴 | X, Y |
| 运动控制 | 闭环伺服控制 |
| 定位精度 | + / – 0.05 mm |
| 机架类型 | 钢构焊接 |
| 松香管理 | |
| 喷雾喷嘴 | 日本原产雾化喷头X 2 |
| 喷雾耐用性 | 不锈钢 |
| 助焊剂容量 | 2L |
| 助焊剂容器 | 压力罐 |
| 酒精容量 | 1.5L |
| 酒精容器 | 压力罐 |
| 预热部份 | |
| 预热方式 | 下红外预热, 上红外预热 |
| 预热功率 | 6kw |
| 温度范围 | 25–240c degree |
| 运动平台(焊锡) | |
| 运动轴 | X,Y, Z |
| 运动控制 | X/Z闭环伺服控制, Y手动微调 |
| 定位精度 | + / – 0.05 mm |
| 机架类型 | 钢构焊接 |
| 焊锡部份 | |
| 锡炉喷嘴数量 | 1套 |
| 锡槽容量 | 16kg |
| 锡料温控 | PID |
| 熔热时间 | 30 Minutes |
| 最高锡炉温度 | 350 C |
| 锡槽功率 | 1.2kw |
| 两喷头间距可调 | 230mm –260mm |
| 焊锡嘴 | |
| 小型波峰焊锡嘴 | 定制形状 |
| 锡嘴材料 | 合金钢 |
| 标配锡嘴 | 标配5个 x 2 标配5个/炉(内径2.5mm, 3mm, 4mm, 5mm,6mm ) |
| 氮气管理 | |
| 加热氮气 | 选配 |
| 氮气PID控制 | 0 – 350 C |
| 氮气消耗/锡嘴 | 1—2m3/小时/锡嘴 x 2 |
节能型选择性波峰焊-节能焊机器关键部件品牌
| 名称 | 品牌 | 品牌属地 |
| 控制部分 | ||
| 控制器 | 固高 | 中国 |
| 定位相机 | 东芝 | 日本 |
| 固态继电器 | 佳乐 | 瑞士 |
| 中继 | ABB | 瑞士 |
| 开关电源 | 明纬 | 台湾 |
| 断路器 | ABB | 瑞士 |
| 交流接触器 | ABB | 瑞士 |
| 方型光眼 | 基恩士 | 日本 |
| 光纤传感器 | 基恩士 | 日本 |
| 运动部份 | ||
| 伺服电机 | 松下 | 日本 |
| 伺服驱动 | 松下 | 日本 |
| 步进电机 | 步科 | 中国 |
| 步进驱动 | 步科 | 中国 |
| 滚珠丝杆 | 上银 | 台湾 |
| 直线导轨 | 上银 | 台湾 |
| 气动部份 | ||
| 压力传感器 | SMC | 日本 |
| 气缸 | 亚德克 | 台湾 |
以上是节能型选择性波峰焊-节能焊详细参数,若有疑问欢迎来电来函交流。
